Površinska hrapavost predstavlja skup mikrogeometrijskih nepravilnosti koje ostaju na površini nakon procesa obrade materijala. Bez obzira da li je dio proizveden livenjem, glodanjem, tokarenjem, brušenjem ili poliranjem, njegova površina nikada nije potpuno idealno ravna.
Kvalitet završne obrade direktno utiče na:
- habanje dijelova
- trenje između kontaktnih površina
- zaptivanje spojeva
- otpornost na koroziju
- izgled proizvoda
- vijek trajanja komponenti
- kvalitet premaza i bojenja
- preciznost sklapanja
Kod mašinskih elemenata poput osovina, ležajeva, klipova, kalupa i zaptivnih površina, pravilno definisana hrapavost ima važnu ulogu u funkcionalnosti proizvoda.
Šta predstavlja površinska hrapavost?
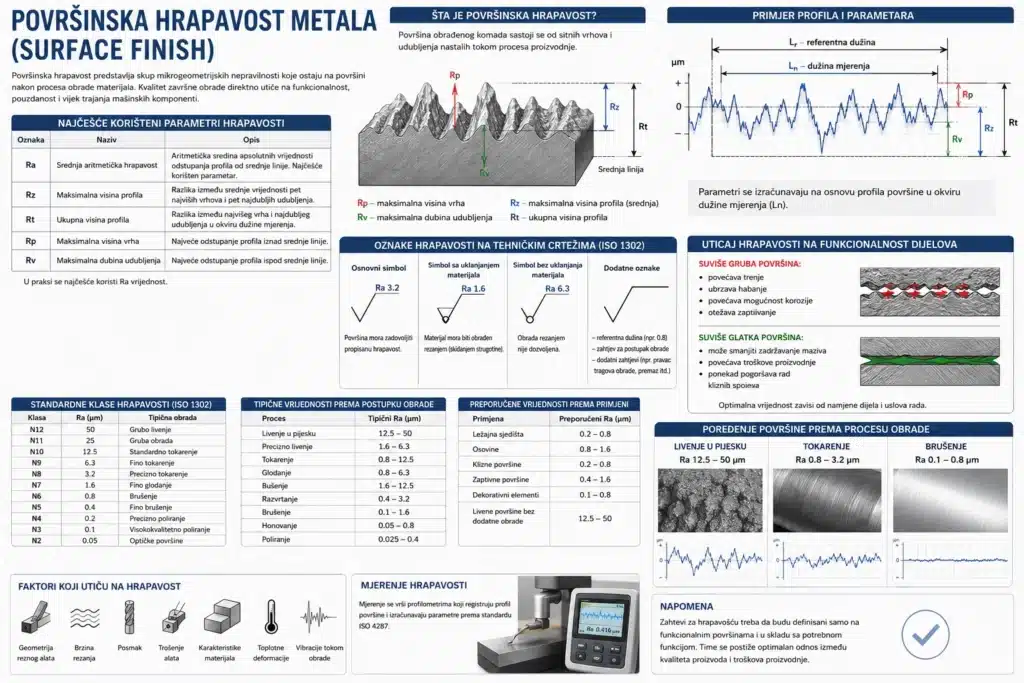
Površina obrađenog komada sastoji se od sitnih vrhova i udubljenja nastalih tokom procesa proizvodnje.
Najčešći uzroci nastanka:
- geometrija reznog alata
- vibracije tokom obrade
- brzina rezanja
- posmak
- trošenje alata
- karakteristike materijala
- termičke deformacije
Mjerenje se vrši profilometrima koji registruju profil površine i izračunavaju karakteristične parametre.
Najčešće korišteni parametri hrapavosti
| Oznaka | Naziv | Opis |
|---|
| Ra | Srednja aritmetička hrapavost | Najčešće korišten parametar |
| Rz | Maksimalna visina profila | Razlika između vrhova i dolina |
| Rt | Ukupna visina profila | Maksimalna visina cijelog profila |
| Rp | Maksimalna visina vrha | Najveće odstupanje iznad srednje linije |
| Rv | Maksimalna dubina udubljenja | Najveće odstupanje ispod srednje linije |
U praksi se najčešće koristi Ra vrijednost.
Standardne klase hrapavosti (ISO)
| Klasa | Ra (µm) | Tipična obrada |
|---|
| N12 | 50 | Grubo livenje |
| N11 | 25 | Gruba obrada |
| N10 | 12.5 | Standardno tokarenje |
| N9 | 6.3 | Fino tokarenje |
| N8 | 3.2 | Precizno tokarenje |
| N7 | 1.6 | Fino glodanje |
| N6 | 0.8 | Brušenje |
| N5 | 0.4 | Fino brušenje |
| N4 | 0.2 | Precizno poliranje |
| N3 | 0.1 | Visokokvalitetno poliranje |
| N2 | 0.05 | Optičke površine |
Tipične vrijednosti prema postupku obrade
| Proces | Tipični Ra (µm) |
|---|
| Livenje u pijesku | 12.5–50 |
| Precizno livenje | 1.6–6.3 |
| Tokarenje | 0.8–12.5 |
| Glodanje | 0.8–6.3 |
| Bušenje | 1.6–12.5 |
| Razvrtanje | 0.4–3.2 |
| Brušenje | 0.1–1.6 |
| Honovanje | 0.05–0.8 |
| Poliranje | 0.025–0.4 |
Oznake hrapavosti na tehničkim crtežima
Prema ISO 1302 standardu koriste se simboli koji definišu zahtjeve završne obrade.
Osnovni simbol
Površina mora zadovoljiti propisanu hrapavost.
Primjer:
Ra 3.2
Simbol sa uklanjanjem materijala
Materijal mora biti obrađen rezanjem:
Ra 1.6
Simbol bez uklanjanja materijala
Obrada rezanjem nije dozvoljena.
Koristi se kod:
- livenih površina
- kovanih dijelova
- površina nakon valjanja
Uticaj hrapavosti na funkcionalnost dijelova
Suviše gruba površina:
- povećava trenje
- ubrzava habanje
- povećava mogućnost korozije
- otežava zaptivanje
Suviše glatka površina:
- može smanjiti zadržavanje maziva
- povećava troškove proizvodnje
- ponekad pogoršava rad kliznih spojeva
Optimalna vrijednost zavisi od namjene dijela.
Primjeri preporučenih vrijednosti
| Primjena | Preporučeni Ra (µm) |
|---|
| Ležajna sjedišta | 0.2–0.8 |
| Osovine | 0.8–1.6 |
| Klizne površine | 0.2–0.8 |
| Zaptivne površine | 0.4–1.6 |
| Dekorativni elementi | 0.1–0.8 |
| Livene površine bez dodatne obrade | 12.5–50 |
Površinska obrada u livačkoj industriji
Kod sivog i nodularnog liva kvalitet površine zavisi od:
- granulacije pijeska
- vrste veziva
- kvaliteta modela
- procesa kalupljenja
- brzine hlađenja
- naknadne mašinske obrade
Automatske vertikalne linije poput Loramendi sistema omogućavaju bolju ponovljivost i manja odstupanja površinske strukture.
Zaključak
Površinska hrapavost nije samo estetska karakteristika proizvoda. Ona direktno utiče na funkcionalnost, pouzdanost i vijek trajanja mašinskih komponenti. Pravilan izbor zahtjeva za hrapavošću omogućava balans između kvaliteta proizvoda i ekonomičnosti proizvodnje.