Najčešće greške kod savijanja lima – uzroci, posljedice i rješenja
Iako je savijanje lima tehnološki zreo proces, u praksi se vrlo često javljaju greške koje dovode do:
odstupanja dimenzija
loše ponovljivosti
povećanog škarta
oštećenja alata
Većina tih grešaka nije uzrokovana mašinom, već pogrešnim razumijevanjem materijala, alata i proračuna.
1. Nepravilna kompenzacija elastičnog povrata (springback)
Opis greške
Nakon rasterećenja prese, lim se djelimično „otvori“, pa stvarni ugao bude veći od željenog.
Zadani ugao: 90°
Stvarni ugao: 92–94°
Uzroci
- visoka granica razvlačenja materijala
- mali odnos R/t
- Slobodno savijanje bez korekcije
- nepoznavanje materijala (DC01, inox, Al…)
Posljedice
- neispravni uglovi
- dodatna ručna dorada
- loša serijska ponovljivost
Rješenja
✔ povećati ugao savijanja (overbending)
✔ koristiti savijanje do dna ili utiskivanje
✔ uvesti korekcione faktore po materijalu
✔ mjeriti stvarni ugao, ne nominalni
2. Pogrešan izbor otvora V-matrice
Opis greške
Preveliki ili premali V-otvor u odnosu na debljinu lima.
Pravilo izbora
V=(6 do 10)⋅t
Tipične greške
Greška Posljedica
Premali V Pucanje, velika sila
Preveliki V Nestabilan ugao, veći R
Rješenje
✔ koristiti tablice V-otvora po materijalu
✔ standardizovati alate u radionici
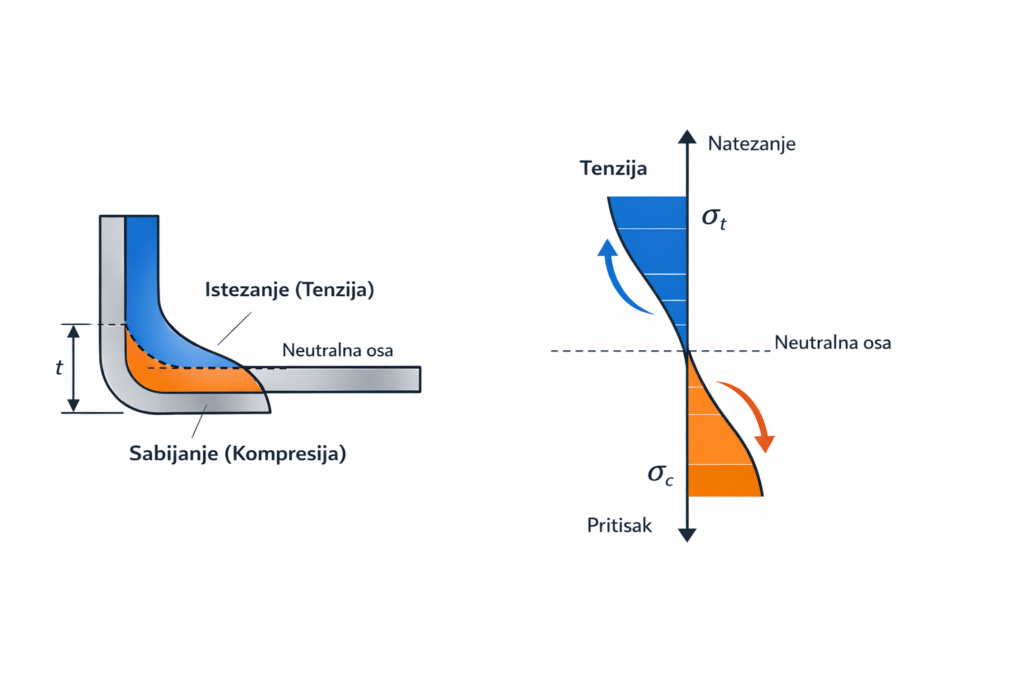
3. Pucanje lima na vanjskom radijusu
Opis greške
Pukotine ili mikro-pukotine na zateznoj strani savijanja.
Uzroci
- premali unutrašnji radijus
- valjani smjer pogrešno orijentisan
- materijal male duktilnosti
- hladno savijanje bez korekcije
Pravilo minimalnog radijus
Rmin≥(1,0 do 1,5)⋅t
Rješenja
✔ povećati R
✔ savijati poprečno na smjer valjanja
✔ koristiti materijal boljih plastičnih svojstava
4. Netačan razvitak (flat pattern error)
Opis greške
Dužina izravnatog lima ne odgovara stvarnom savijenom dijelu.
Uzroci
- pogrešan K-faktor
- korištenje univerzalnih CAD vrijednosti
- zanemarivanje metode savijanja
Tipična greška
Dio predugačak → zatvara se
Dio prekratak → ne doseže dimenziju
Rješenja
✔ kalibrirati K-faktor za svaku kombinaciju:
✔ koristiti stvarna mjerenja iz proizvodnje
5. Torzija i „uvrtanje“ dijela
Opis greške
Dio se iskrivi ili uvije nakon savijanja.
Uzroci
- asimetričan oblik
- nejednako naleganje na matricu
- neujednačena debljina lima
Rješenja
✔ koristiti dodatne pritisne prste
✔ savijati u više faza
✔ promijeniti redoslijed operacija
6. Otisci i oštećenja površine
Opis greške
Vidljivi tragovi alata na limu (posebno inox, Al).
Uzroci
- oštri rubovi alata
- nepolirani udarac
- prevelika sila
Rješenja
✔ koristiti radius punch
✔ zaštitne folije
✔ polirane ili obložene alate
7. Nepravilna sila savijanja
Opis greške
Preopterećenje prese ili nepotpuno savijanje.
Uzrok
Pogrešan proračun sile:
F=(1,42⋅σ⋅t^2)/V
Posljedice
- oštećenje alata
- savijanje „u zraku“
- varijacije ugla
Rješenje
✔ uvijek računati silu po metru savijanja
✔ ostaviti sigurnosnu rezervu prese
8. Greške u ponovljivosti (serijska proizvodnja)
Uzroci
- promjena šarže materijala
- razlika u tvrdoći
- habanje alata
Rješenja
✔ statistička kontrola (SPC)
✔ redovna kontrola alata
✔ korekcije u programu prese